工具・ホルダー(ツーリング)
エイ・テイ・シイ(株)の製品は、大きく分けてATC装置(オートツールチェンジャ)・APC装置(オートパレットチェンジャ)・ガントリーローダー装置・ロボットシステムの5種類です。ツール交換・パレット交換・ワーク搬送(交換)を行う装置を設計・製作しております。今回の技術情報は、オートツールチェンジャのツール交換の基本となるツーリングについてお伝えしたいと思います。
ツーリング
ツーリングは「工作機械の主軸または刃物台に取り付け、加工工具(切削工具、研削工具、転造工具)や測定具、センサーなどを保持するもの」つまり、ツーリングは「切削工具を取り付けるための部品(保持するための接続機器インターフェイス)です。工作機械の主軸と工具をつなぐアダプターの役目を担い、ツーリングを使うことで、サイズの異なる様々な工具をスムーズに交換する事ができます。ツーリングは日本工作機器工業会規格TES4004に定義されており、以下に代表的なツーリングの用語と定義について紹介します。
- ホルダー 加工工具またはツールアダプターを保持する部分が凹形状のもの
- アーバー 加工工具またはツールアダプターを保持する部分が凸形状のもの
- ツールアダプター 加工工具とツールホルダーを介するインターフェイス、一般に工作機械の主軸端に直接取り付けず、ツールホルダーに取り付けて使用するもの
- ツールホルダー ホルダーとアーバーの総称です。ツールホルダーに求められる基本特性には保持力、取付精度、剛性があります。保持機構や形状により差があるため適正に選択することが大切です。
- チャック 直径方向に収縮して加工工具やツールアダプターなどを保持する構造のもの。「チャッキング」は加工工具やツールアダプターを保持する作業を示します。
- シャンク 加工工具やツールホルダーの柄の部分、保持される部分の総称。シャンクがまっすぐなものを「ストレートシャンク」、テーパ状のものを「テーパーシャンク」と言います。テーパーシャンクにはテーパー規格により「BT・NT・MT・JT・HSK」などがあります。
- コレット すりわりを利用してストレートシャンクの加工工具を保持するツールアダプター、外径がまっすぐなものを「ストレートコレット」、テーパー状のものを「テーパーコレット」と言います。
- スリーブ 加工工具とツールホルダーを繋ぐインターフェイスの一種、加工工具を保持する部分と加工工具の挿入部がテーパで接触するツールアダプター。
- ヘッド ツールホルダーと加工工具を繋ぐインターフェイスの一種、加工工具を保持する部分がアンバランス形状(非円形、偏心)のもの、可動できるものもある。アンギュラヘッド(アングルヘッドともいう、角度を可変できるインターフェイス)など。
- プルスタッド ツールホルダーを機械主軸穴に引き込み固定するために、シャンク部後部に取り付けるボルト。
シャンク種類
エイ・テイ・シイ(株)においてオートツールチェンジャを設計・製作を行うにあたり重要なのは工具の仕様です。正面フライスやエンドミル、ドリルなど切削工具は工作機械(マシニングセンタ)の主軸に直接取り付けることができずツーリングを介して主軸に取り付けます。ツーリングの保持力(締め付けトルク、保持トルク、引き抜き力)、取り付け精度(触れ精度)、剛性(曲げ剛性、ねじり剛性)は加工精度に影響するため、ツーリングの特徴を理解し、目的に合わせて適正なものを選択する必要があります。ツーリングのシャンク形状には主としてBT、HSK、BBT、CAPTOの4種類があります。
BTシャンク
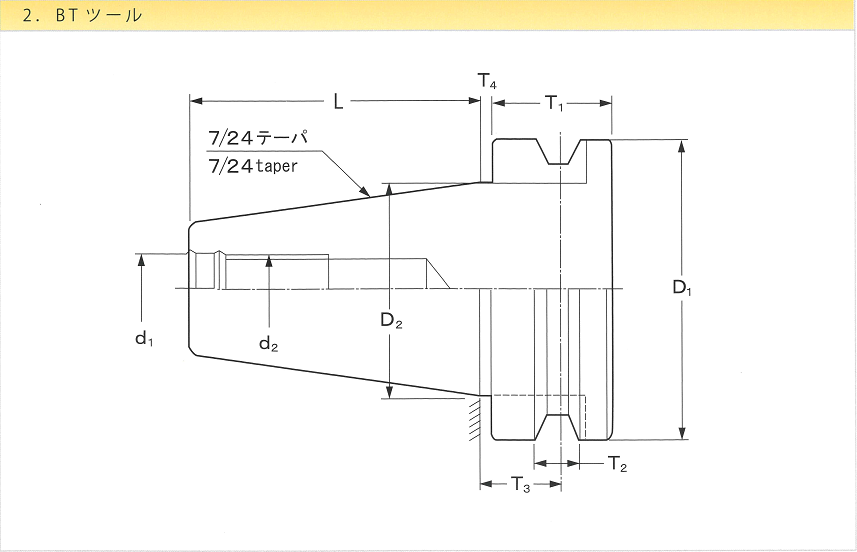

・BT(ボトルグリップ・テーパー)の略で、主軸と接触するヶ所が7/24の(軸方向24mmに対して直径が7mm小さくなる)テーパ形状のシャンクです。BTシャンクは主軸に取り付ける側の端部に「プルスタッド」と言われる突起を取り付け、主軸がプルスタッドを引き込むことにより、シャンクと主軸のテーパが密着して保持される仕組みです。BTシャンクには、直径サイズによって「BT30」(小型のシャンクで軽量が軽いため高速加工やタッピングセンターによる穴あけ加工に適す)「BT40」(中型のシャンクで一般的に立型マシニングセンターで多く採用、重量と保持力のバランスがよく、汎用性に優れている)「BT50」(大型のシャンクで保持力が高く重切削に適す、大型の門型や横型マシニングセンターに使われている)があります。

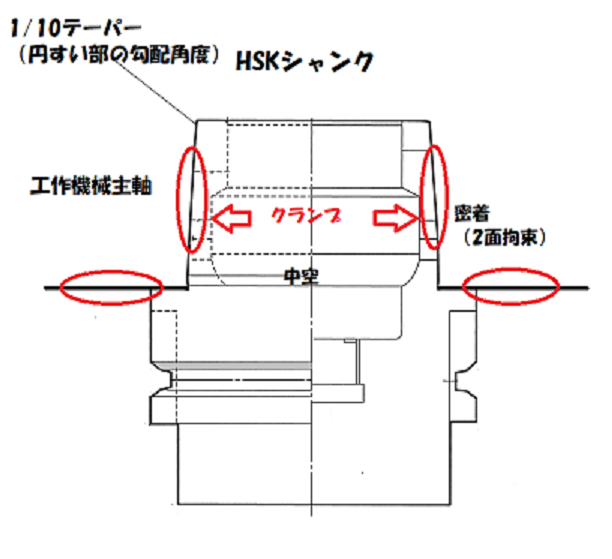
HSKシャンク
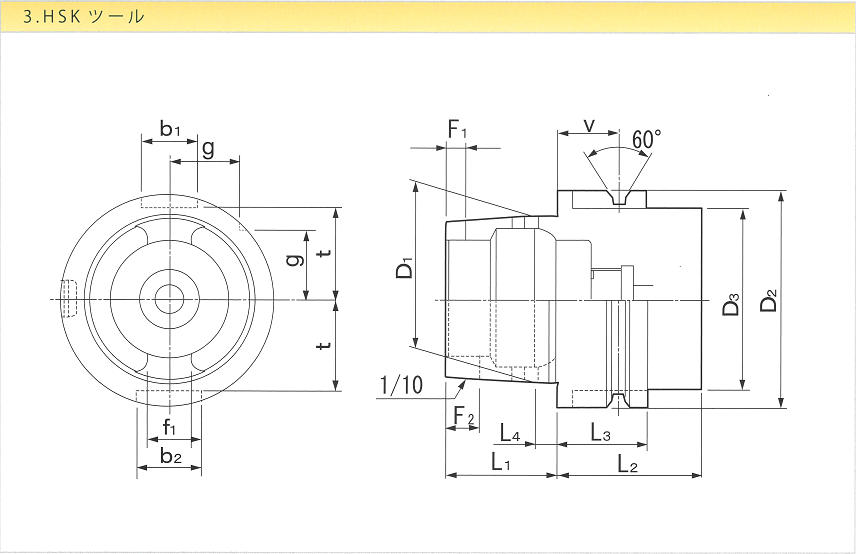

・ドイツ語で Hohlschafte-Kegel(中空テーパーシャフト)の略でシャンクの長さが短く、軽量であるためATC(自動工具交換)の交換時間が短いこと、テーパーが1/10と小さいため繰り返しの位置決め精度が高いことが特徴です。主軸を高速に回転させると主軸に取り付けた切削工具やツールホルダには遠心力が作用するためバランスがよく軽量でなければいけません。回転数を高回転に設定する高速切削技術が進むドイツでホルダーの全長が短く、中空な構造の高速回転用のシャンクが開発されました。これが「HSKシャンク」です。
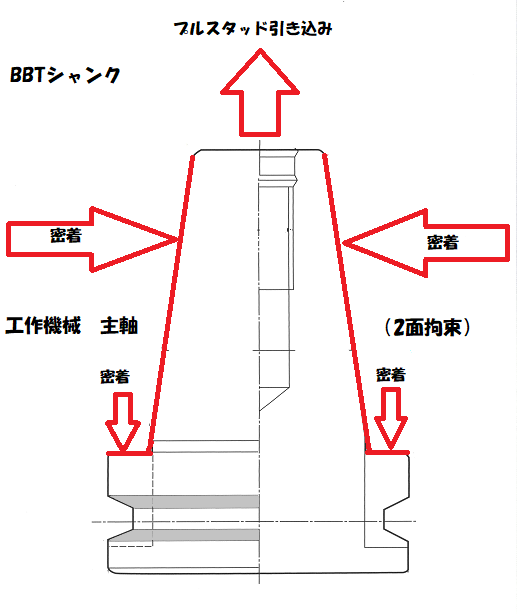
BBTシャンク
BTTシャンクはBTシャンクを改良したもので、「2面拘束タイプ」のBTシャンクです。BTシャンクは、主軸とシャンクのテーパー部分が密着することでクランプしてますが、熱膨張や重切削でシャンクの食い込んでしまうことがありました。そこで、ホルダーのツバ(フランジの端面)と主軸の端面を接触させて締結剛性を高め、主軸の食い込みを抑制するシャンクが開発されました。このシャンクが「BBTシャンク」です。
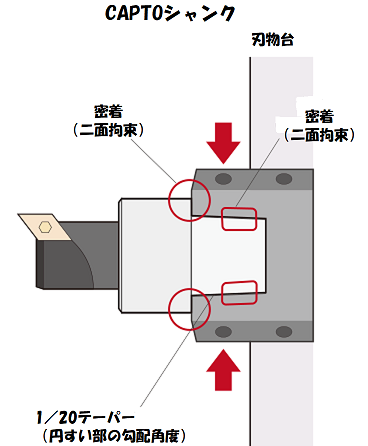
CAPTOシャンク(キャプト)
テーパーが1/20で、シャンクを上から見ると、三角形のおにぎりに似た形状(ポリゴン形状)をしています。CAPTOシャンクは独特のポリゴン形状によって曲げ剛性、ねじり剛性、トルク伝達が高く、重切削に耐えられます。CAPTOシャンクはスウェーデンのサンドビック(Sandvik)社によって開発されたもので、複合加工機に多く採用されています。また、マシニングセンタとターニングセンタでシャンクを共有にすることで工具コストを低減できることに加え、段取りの短縮にもなり生産性の向上が図れます。

事業者向けサイト 現場を支えるネットストア モノタロウ
マシニングセンタの基礎講座 2-6ツーリング(シャンクの種類:BT、BBT、HSK、CAPTO)を引用 https://www.monotaro.com/s/pages/readingseries/machiningcenterkiso_0206/
ものづくりエンジニアのための はじめの工作機械 by MONOTO
工作機械のツーリング|ツールホルダとBT・BBT・HSKシャンクがわかるより引用 https://monoto.co.jp/tooling/#3-4
エイ・テイ・シイ(株)の工具交換装置(オートツールチェンジャ)は、今回紹介したシャンクはもちろんのこと、特殊工具にも対応しております。お客様(メーカー様他)のご要望にお応えさせて頂きますので、お気軽にお問い合わせください。どうぞよろしくお願いいたします。