工具・ツールホルダーのQ&A Vol.4
ゲージラインとは?
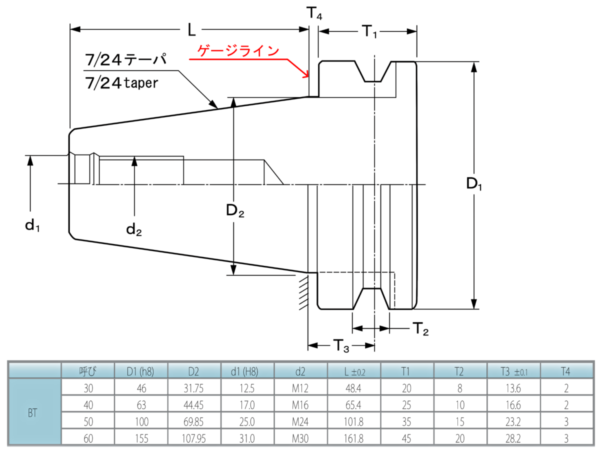
ゲージラインとは工具(ホルダー)のテーパー部の大端部(テーパーの最も径が大きくなったところ)のことを言います。BT50では、規格寸法でゲージラインからフランジ端面までの寸法は、3mmです(下図で「T4」)。
主軸の工具アンクランプ時はなぜプルスタッドを押すのか?
加工工具の主軸への装着は、主軸先端部に設けられたテーパ穴に工具のテーパ部を密着させプルスタッドをサラバネで引き込む方式が一般的です。この工具装着状態で重切削による工具の押し込みや主軸が高速回転の遠心力により膨らむことで工具が押し込まれたり、或いは主軸の熱膨張による工具の押し込み等で、主軸に工具が食い付いてしまうことがあります。そこで自動工具交換時、主軸工具アンクランプ動作に連動してプルスタッドを僅かに押し出して前述のテーパ部の食い付きを外す機構が設けられています。このプルスタッド押し出し機構が機能しないと工具が抜けない場合があり、工具交換動作中にアラーム停止やATCアームが歪むなどのトラブル発生の要因になります。
「Mコード(M機能)」と「Tコード(T機能)」って何ですか?
工作機械のNC機能の一部です。「Mコード」は補助機能と呼ばれ、主軸回転やクーラント吐出などの働きを制御するのに用いられます。「工具交換」には一般的に「M06」が割り当てされます。「Tコード」は工具機能と呼ばれます。例えば「T10」でNo.10 の工具を選択し、交換待機位置に準備します。つまり「T10」⇒「M06」で主軸装着工具とNo.10 工具を工具交換する指令となります。
主軸オリエンテーションとは?ドライブキーとは?
主軸オリエンテーションは漢字で書くと主軸定位置停止機能となり、あらかじめ決めてある主軸回転停止位置に毎回停止させる機能です。工具交換時の主軸ドライブキーの位相を交換可能な方向に合わせたりボーリング加工などで工具刃先とワーク干渉回避に使用されています。通常工作機械主軸端面には一対のドライブキーが設けられています。ドライブキーは主軸回転動力を滑りなく工具に伝えるのと同時に、主軸に対する工具の位相を決めるために設けられています。工具交換前に、このオリエンテーション機能を使用して主軸を定位置停止させ工具交換動作に移ります。工具を装着する場合、主軸の停止位置が決まっていないとドライブキーの位相が合わず正常に工具が把持できず工具交換ができません。
工具位相とキー位置を解説したページへ行く