工具・ツールホルダーのQ&A Vol.2
工具(ホルダー)のテーパ部について知りたい
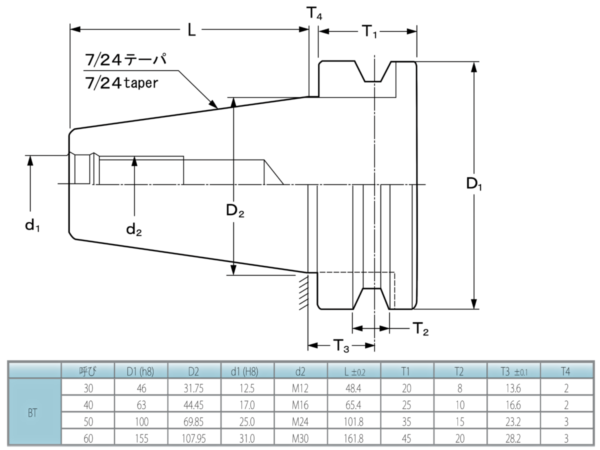
工具(ホルダー)のテーパ部は主軸と工具(ホルダー)との接触部であり、加工精度に関わる重要な部分です。主軸側のテーパ穴がいかに高精度であっても工具(ホルダー)側のテーパ部の精度が悪いためにワークの加工精度の悪化や、加工中に異常振動が発生するなど、過大な加工動力が必要になる場合があります。 ナショナルテーパNo.50工具のテーパ部の諸元は
テーパ:7/24 ゲージ径:φ69.85mm(テーパ部基準径)
となっています。
工作機械の本来の精度をワーク加工に活かすために主軸テーパ穴の精度維持に注意するのと同時に工具ホルダのテーパ部も精度維持することが必要です。そのためには、主軸テーパ穴及び工具テーパ部の日常点検と清掃が必要不可欠です。
工具(ホルダー)のグリップ部(V溝)は何のためにあるの?
通常の工具(ホルダー)のテーパ部前方に円筒形のグリップ部が設けてあります。グリップ部には、主軸ドライブキー用のキー溝及び工具交換用のV溝が設けられています。グリップ部は加工精度に直接影響はありませんが、ATC(自動工具交換)をするために必須です。グリップ部は常に露出しており直接切粉が降りかかるため、切粉が付着したまま工具交換動作に入るとトラブルの原因のひとつになります。機械本体側に何らかの切粉落し機構を設けてあるかもしれませんが、工具交換をスムーズに行うためには常にグリップ部を綺麗にしておく必要があります。ATC装置のない時代はオペレーターが自分の手で工具交換をしていたのでグリップ部は必要ありませんでしたが、時代の変化とともに自動交換が一般的になりグリップ部のある工具(ホルダー)が普及していきました。 BTの各規格寸法を下図で説明しています。